

Personal Care
LEWA is your reliable partner in the production of personal care products. Our systems meet the strictest quality and hygiene requirements. Take a look at the information now!
Read more
LEWA metering pumps and process diaphragm pumps are very well suited for supercritical processes, since they meet all the relevant requirements.
Advantages of LEWA pumps:
It must be noted that carbon dioxide must be in the liquid state to be pumped. This is not practical in the gaseous state due to its compressibility.
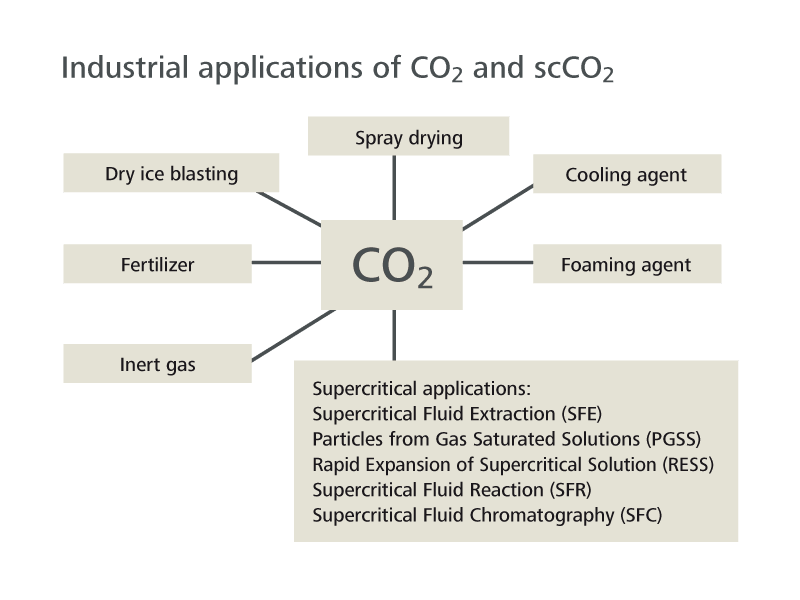
LEWA metering pumps and process diaphragm pumps have been successfully used in the following processes:
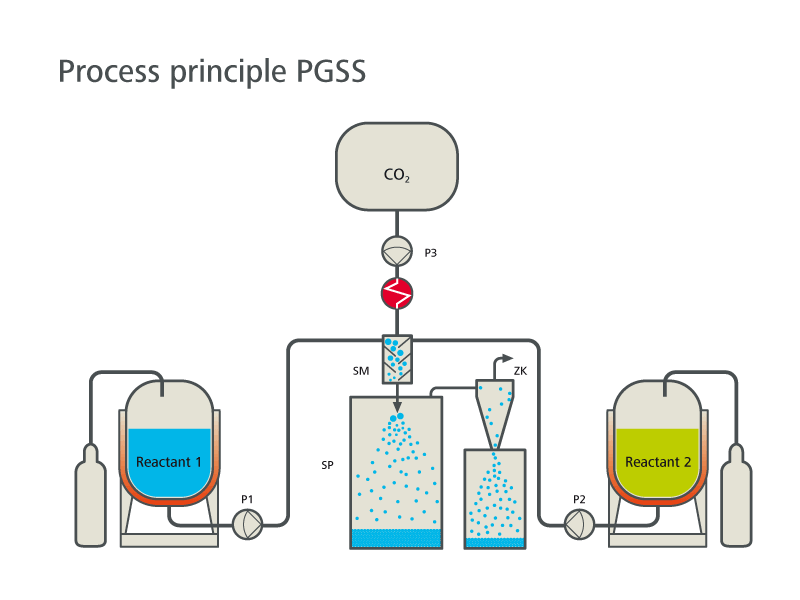
Principle of the PGSS process:
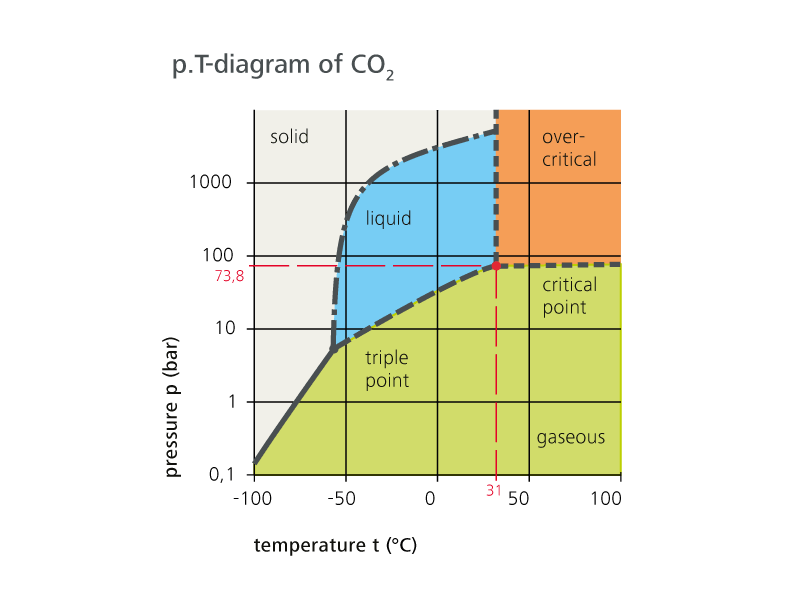
A supercritical fluid is a substance whose temperature and pressure are both over their critical point simultaneously (see diagram for CO2).
The critical temperature is the temperature over which the substance can no longer remain liquid, regardless of the pressure level.
Critical pressure is the pressure over which the substance can no longer form gas, regardless of the temperature.
Supercritical fluids have the density and good dissolving properties of fluids, as well as the viscosity, good compressibility, and diffusability of gases.
Due to their good mixing and mass transfer properties, they are classed as a fluid.
Important advantages of supercritical fluids:
Selection criteria for the right supercritical fluid:
The most frequently used supercritical fluid is CO2.
Properties of carbon dioxide:











